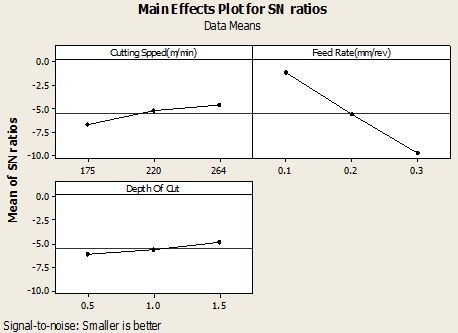
24.4 percent of the roughness values were determined to be out of whack with each other. The model also revealed the parameters' relationships with one another. The feed rate was shown to have the greatest impact on surface roughness, followed closely by the other variables.
Cutting force and surface roughness were evaluated in turning mild steel with an HSS cutting tool by Rodrigues, L.L.R., et al. (2012). A high-precision lathe machine was used to conduct the experiments. The ideal solution was discovered through the use of a full factorial design with two repetitions. Surface roughness was primarily impacted by feed and the connection between feed and speed, whereas cutting force variance was considerably influenced by feed, depth of cut, and the interaction between feed and depth of cut. Cutting force and surface roughness may be affected by feed and depth of cut, according to these researchers.
Al6351-T6 alloy was successfully turned to an ideal surface roughness using the setting developed by Somashekara, H.M., and Swamy, N. L. et al (2012). Regression analysis was used to create a model for the best surface roughness. There were three degrees of speed, feed, and depth of cut for each of the turning parameters that were examined. The experiment made use of a L9orthogonal array. Three times was the maximum number of repeats for the roughness test. Regression models and experimental data were shown to have error margins of less than 2%. Cutting speed was shown to be the most significant characteristic, followed by feed and depth of cut, according to ANOVA and S/N ratio.
Taguchi approach was used by Quazi, T., and Pratik Gajanan(2014) to optimise surface roughness in turning EN8, EM31, and mild steels, respectively. Cutting speed and feed rate were two of the three turning characteristics that were examined. TN60, TP0500, and TT8020 were the tool grades that were evaluated. Using a Supercut 5 turning machine, the researchers conducted their tests. An optical profiling system, the Wyko NT9100, was used to gauge the surface roughness. Minitab statistical 16 was used to construct and analyse the Taguchi process. All materials were analysed utilising a L9orthogonal array and three cutting tools. It was shown that for all three alloys, feed rate had the greatest impact on surface roughness.
Rake Angle and Feed Rate Effect on Cutting Forces in an Orthogonal Turning Process." Rake angle and feed rate affect cutting forces in an orthogonal turning process, according to this article. HSS tools were used to turn a hollow EN8 work piece at six different rake angles (00, 40, 80, 120,160, 200) A 4-component piezoelectric dynamometer was used to measure the forces during the experimentation. Feed (Fx) is greater than tangential (Fy) and longitudinal (Fz) forces, regardless of tool rake angle, according to experimental results. Cutting depth, rake angle, and workpiece material type all have an effect on cutting force during a turning operation, according to a study published in the Journal of Machine Tools and Manufacturing Processes. An experimental investigation of the effects of cutting depth, tool rake angle, and work piece material type on cutting force and chip morphology is the subject of this research. Work piece materials included AISI 1020, Aluminum 2014, and UNS C23000.
Tool Geometry and Cutting Conditions Affect Tool Deflection and Cutting Forces" by Fata, B. Nikuei To find out how tool deflection and cutting force are affected by cutting conditions (depth of cut and cutting speed), the study uses cutting forces to measure tool form and qualification (sharp and worn cutting tools of both vee and knife edge profile). Both the workpiece and the cutting tool were constructed of high speed steel. A dynamometer was used to measure cutting forces. Zheng Ying and Suther J.W. Finite deformation analysis and experimental verification were used to develop an orthogonal model. An orthogonal turning model based on finite deformation is presented in this study to help with force predictions. Power prediction model for turning EN31 steel using response surface methodology, L. B. Abhang and M. Hameedullah, 1997 Using tungsten carbide tools to convert EN-31 steel (the most often used metal in the automotive sector) under varying cutting circumstances was studied in this research. Turning parameters and surface roughness were investigated by Feng. Cang-Xue (Jack) in his dissertation. His research focused on the effects of cutting parameters such as feed rate, cutting speed, cutting depth, and the tool's and work material's nose radius on material's surface roughness. In his study, he found that feed had a considerable impact on measured surface roughness, as well as strong interactions between other turning parameters.


 ©
©