Advanced Process Parameter Optimization for Compressive Strength of FDM-Printed PETG Using GA-ANFIS
Sunil1*, Khatak P2, Sagar P3
DOI:10.5281/zenodo.17034327
1* Sunil, Department of Mechanical Engineering, Guru Jambheshwar University, Hisar, Haryana, India.
2 Pankaj Khatak, Department of Mechanical Engineering, Guru Jambheshwar University, Hisar, Haryana, India.
3 Prem Sagar, Department of Mechanical Engineering, Guru Jambheshwar University, Hisar, Haryana, India.
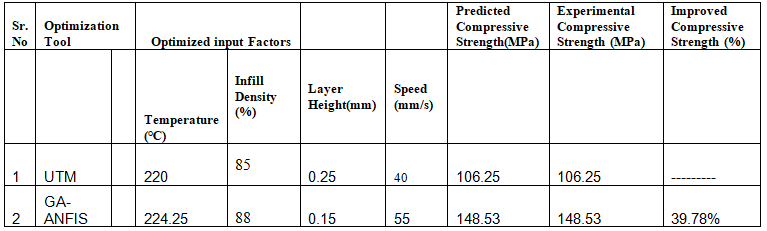
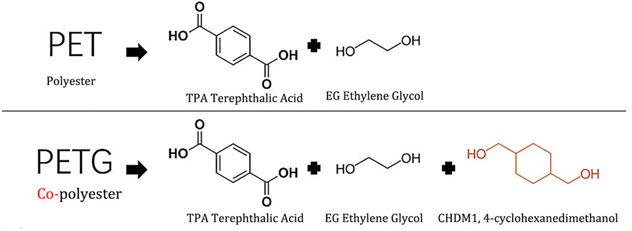
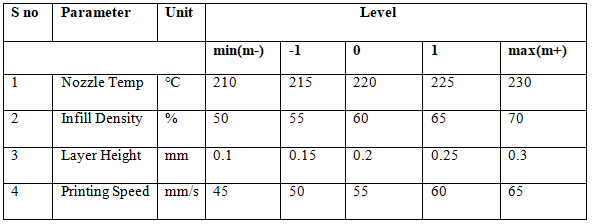
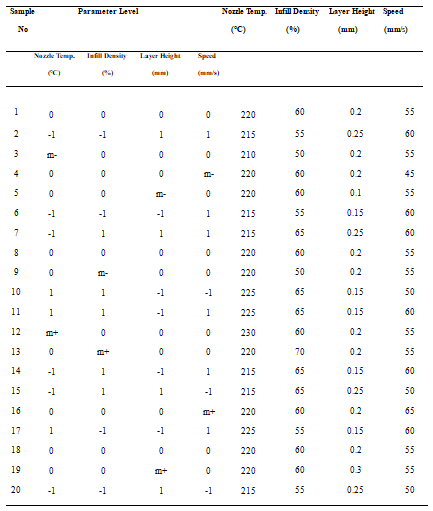
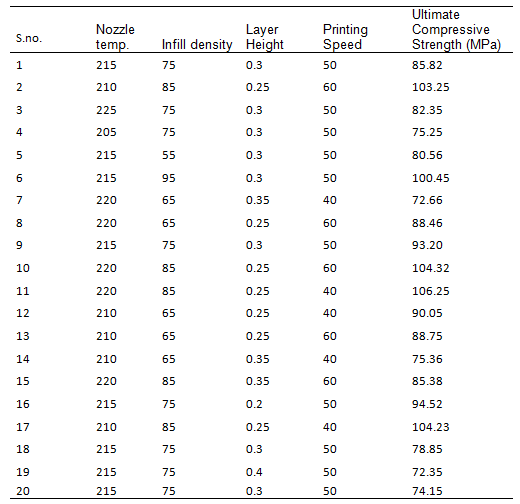
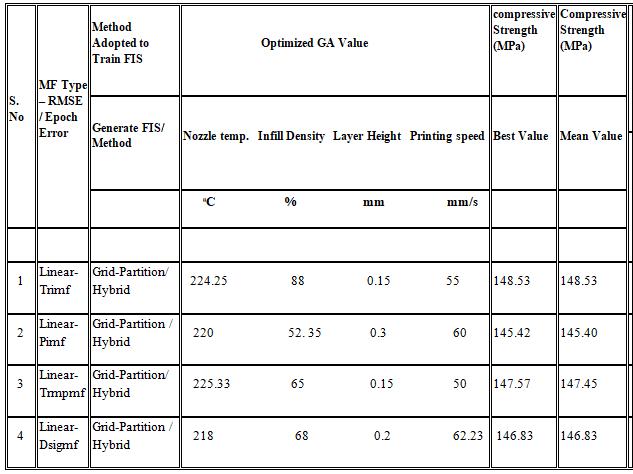
This study investigates the optimization of process parameters to enhance the compressive strength of polyethylene terephthalate glycol (PETG) parts manufactured using Fused Deposition Modeling (FDM). Compression test specimens were fabricated following ASTM D695 standards, with nozzle temperature, infill density, layer height, and printing speed selected as the key input variables. A three-level face-centered central composite design (FCCD) was employed to systematically evaluate their individual and interactive effects on ultimate compressive strength (UCS). Experimental testing revealed that higher infill density and reduced layer height significantly improved compressive performance, with UCS reaching 106.25 MPa under baseline conditions. To further optimize results, a hybrid Genetic Algorithm–Adaptive Neuro-Fuzzy Inference System (GA-ANFIS) framework was implemented, enabling accurate prediction and intelligent optimization of compressive strength. The optimized parameters—224.25 °C nozzle temperature, 88% infill density, 0.15 mm layer height, and 55 mm/s print speed—yielded a maximum UCS of 148.53 MPa, representing a 39.78% improvement over baseline results. The findings demonstrate that intelligent hybrid optimization provides a robust approach for tailoring FDM process parameters, thereby enhancing the structural reliability of PETG components for engineering applications.
Keywords: additive manufacturing, PETG, fused deposition modeling (FDM), compressive strength, GA-ANFIS, process optimization
| Corresponding Author | How to Cite this Article | To Browse |
|---|---|---|
| , Department of Mechanical Engineering, Guru Jambheshwar University, Hisar, Haryana, India. Email:  |
Sunil, Khatak P, Sagar P, Advanced Process Parameter Optimization for Compressive Strength of FDM-Printed PETG Using GA-ANFIS. Appl Sci Eng J Adv Res. 2025;4(4):42-52. Available From https://asejar.singhpublication.com/index.php/ojs/article/view/160 |
 |
 ©
© 
.PNG)
.PNG)
.PNG)
.PNG)
.PNG)
.PNG)
.PNG)
.PNG)