Optimization of FDM Process Parameters for Minimizing Specific Wear Rate Using a GA- ANFIS Hybrid Model
Pingal N1*, Gupta M2, Sagar P3
DOI:10.5281/zenodo.16810194
1* Nitesh Pingal, Department of Mechanical Engineering, Guru Jambheshwar University of Science and Technology, Hisar, Haryana, India.
2 Munish Gupta, Department of Mechanical Engineering, Guru Jambheshwar University of Science and Technology, Hisar, Haryana, India.
3 Prem Sagar, Department of Mechanical Engineering, Guru Jambheshwar University of Science and Technology, Hisar, Haryana, India.
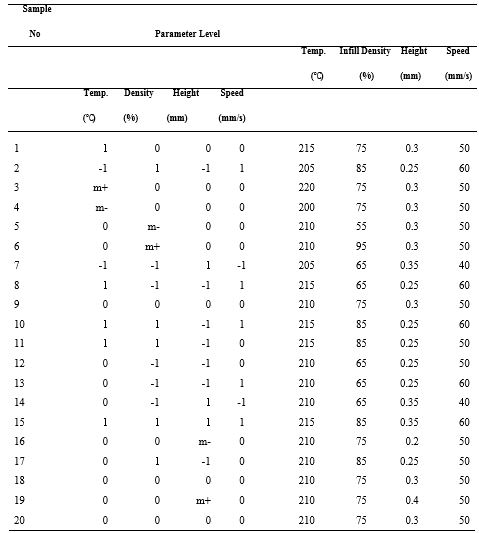
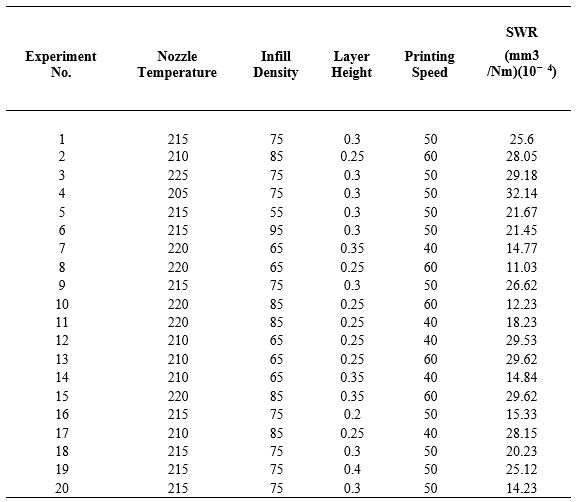
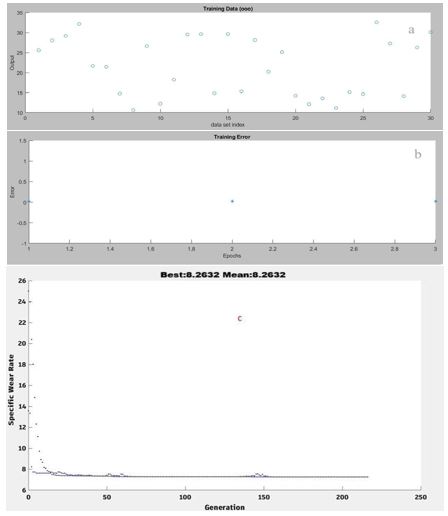
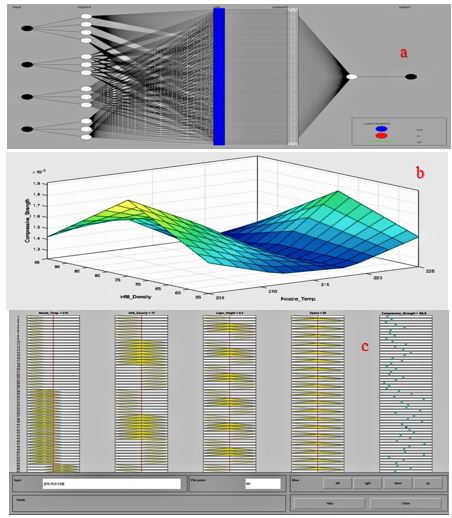
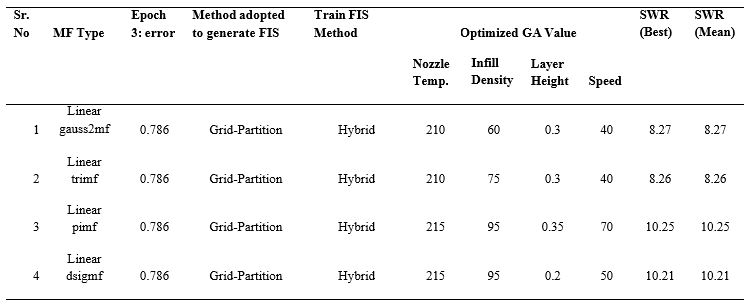
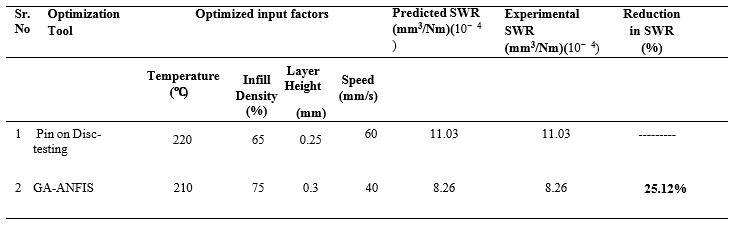
This study investigates the optimization of tribological performance in Fused Deposition Modeling (FDM) fabricated components by focusing on the specific wear rate (SWR) of Polylactic Acid (PLA) specimens. A total of 30 samples were fabricated using a MakerBot Method X 3D printer following ASTM G99 standards, considering four key process parameters: nozzle temperature, infill density, layer height, and printing speed. Wear behavior was evaluated using a Pin-on-Disc apparatus under dry sliding conditions. To predict and minimize SWR, a hybrid GA-ANFIS (Genetic Algorithm–Adaptive Neuro-Fuzzy Inference System) model was employed. The ANFIS framework effectively captured nonlinear relationships among input variables, while GA optimized membership functions to improve prediction accuracy. Experimental results demonstrated that nozzle temperature and layer height had the most significant influence on SWR. The optimized parameter combination achieved a minimum SWR of 8.26 × 10⁻⁴ mm³/N•m, representing a 25.12% reduction compared to non-optimized settings. The proposed hybrid approach proved to be a robust tool for process parameter optimization, enabling enhanced wear resistance and mechanical integrity in FDM-printed parts.
Keywords: fdm, pin on disc, wear rate, ga-anfis
| Corresponding Author | How to Cite this Article | To Browse |
|---|---|---|
| , Department of Mechanical Engineering, Guru Jambheshwar University of Science and Technology, Hisar, Haryana, India. Email:  |
Pingal N, Gupta M, Sagar P, Optimization of FDM Process Parameters for Minimizing Specific Wear Rate Using a GA- ANFIS Hybrid Model. Appl Sci Eng J Adv Res. 2025;4(4):18-26. Available From https://asejar.singhpublication.com/index.php/ojs/article/view/157 |
 |
 ©
© .JPG)
.JPG)