African Oil Bean Seed Oil Biodiesel Optimization Production via the Technique of Response Surface Methodology-Genetic Algorithm (RSM-GA) and RSM
Ogwor OE1*, Onukwuli OD2, Ude CN3, Elvis E4, Ochuko UG5
DOI:10.5281/zenodo.15853705
1* Oghoghoreva Edison Ogwor, Department of Mechanical Engineering, Delta State Polytechnic, Ogwashi-Uku, Nigeria.
2 Okechukwu D. Onukwuli, Department of Chemical Engineering, Nnamdi Azikiwe University, Awka, Nigeria.
3 Callistus N. Ude, Department of Chemical Engineering, Michael Okpara Federal University of Agriculture, Umudike, Umuahia, Abia State, Nigeria.
4 Emifoniye Elvis, Department of Mechanical Engineering, Delta State Polytechnic, Ogwashi-Uku, Nigeria.
5 Utu G. Ochuko, Department of Welding and Fabrication Engineering, Delta State Polytechnic, Ogwashi-Uku, Nigeria.
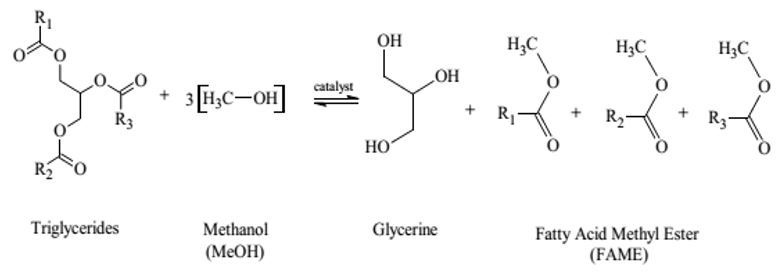
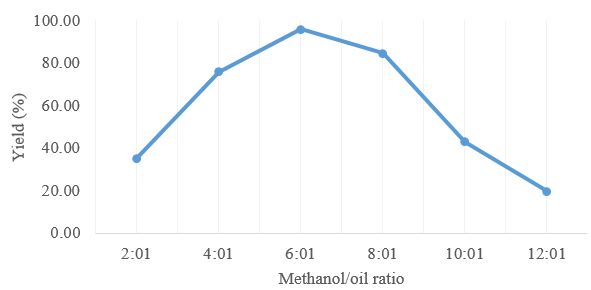
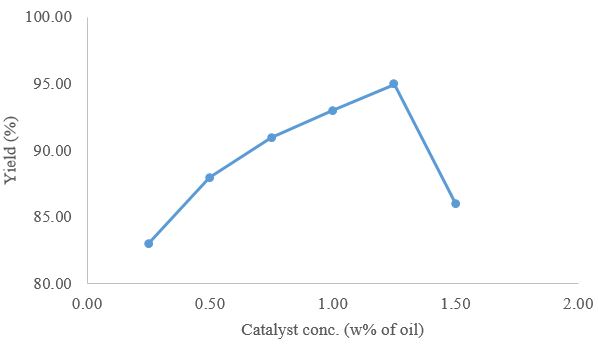
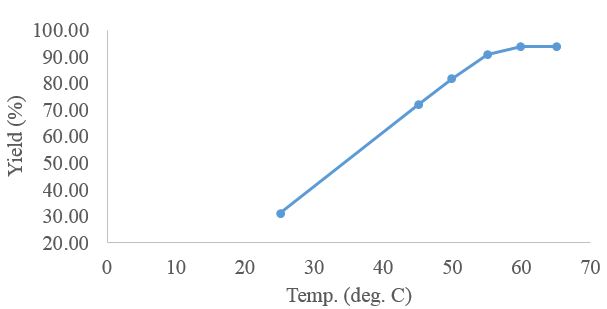
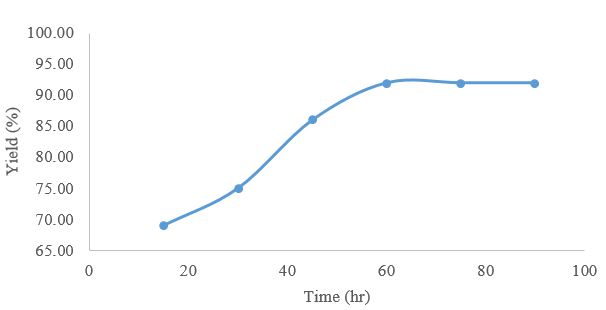
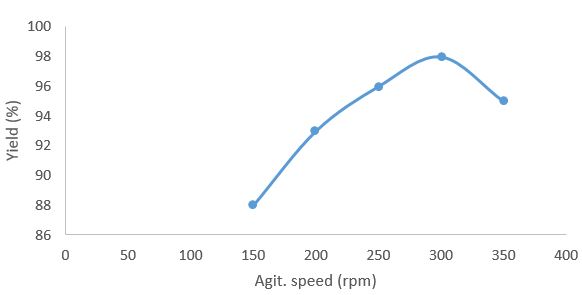
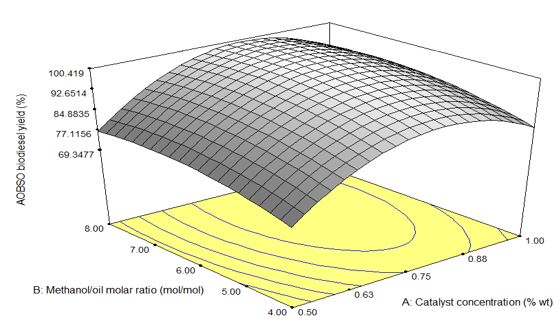
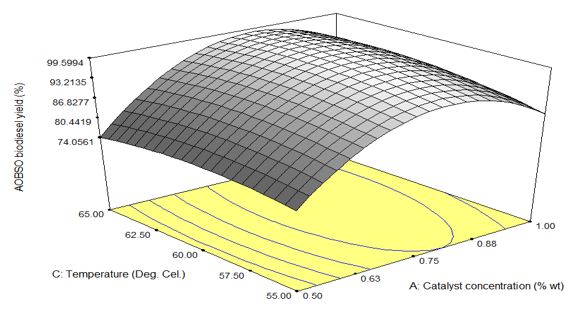
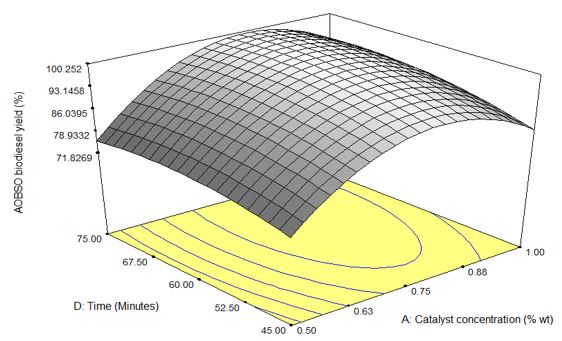
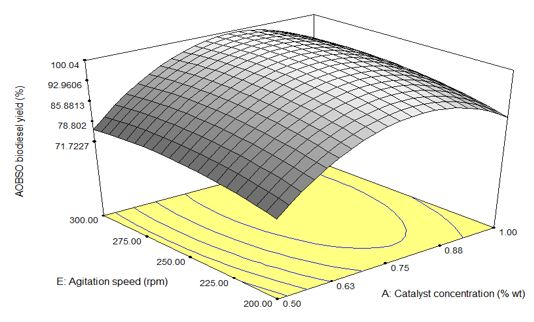
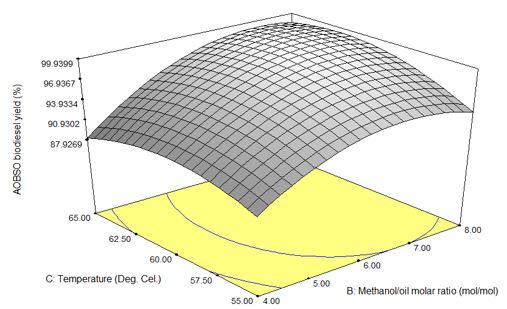
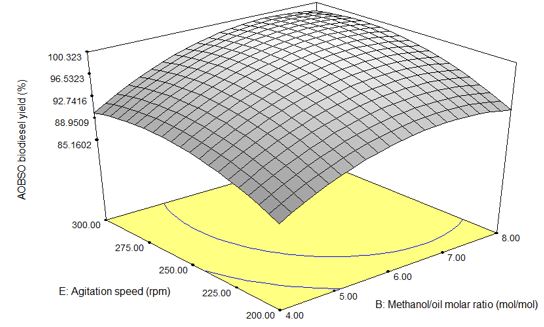
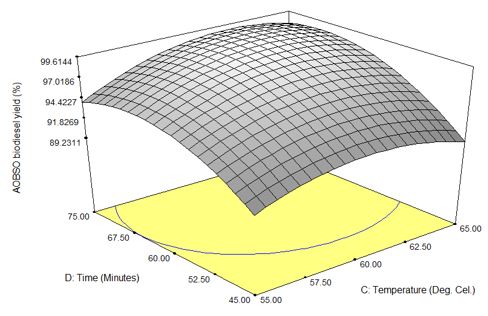
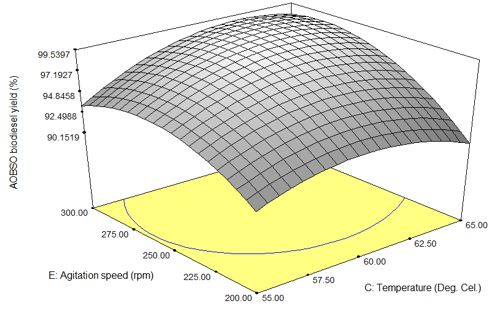
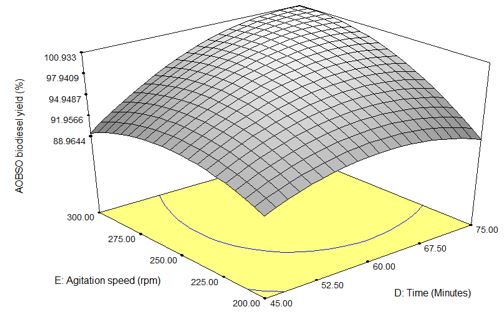
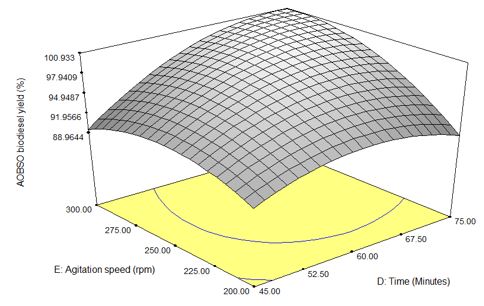
This article focuses on optimized production of biodiesel from African Oil Bean Seed Oil, an indigenous African tropical tree of the leguminosea family, using response surface methodology (RSM) and response surface methodology-genetic algorithm (RSM-GA). Transeterification method was adopted using sodium hydroxide (NaOH) catalyst and methanol (alcohol). The extracted oil was pre-treated due to its high free fatty acid FFA contentFrom the research findings, the physiochemical properties of AOBSO are within ASTM ranges. The process parameters investigated were agitation speed, methanol/oil molar ratio, reaction time, reaction temperature, and catalyst concentration. RSM and RSM-GA gave nearly identical optimal results, with RSM-GA producing the better yield. Agitation speed of 225 rpm, methanol/oil molar ratio of 6.2:1, reaction time of 60 minutes, reaction temperature of 60oC and catalyst concentration of 0.775%wt were therefore the optimal parameters for RSM-GA.
The yield of methyl esters (FAAE) under these optimal process parameters was 99.75%.
Keywords: biodiesel, transesterification, fatty acid alkyl esters (FAAE), optimization
| Corresponding Author | How to Cite this Article | To Browse |
|---|---|---|
| , Department of Mechanical Engineering, Delta State Polytechnic, Ogwashi-Uku, , Nigeria. Email:  |
Ogwor OE, Onukwuli OD, Ude CN, Elvis E, Ochuko UG, African Oil Bean Seed Oil Biodiesel Optimization Production via the Technique of Response Surface Methodology-Genetic Algorithm (RSM-GA) and RSM. Appl Sci Eng J Adv Res. 2025;4(3):39-49. Available From https://asejar.singhpublication.com/index.php/ojs/article/view/150 |
 |
 ©
©