Improving Wear Resistance of Epoxy Composites via Ceramic Nanoparticle Reinforcements by using Taguchi Technique
Quraishi IM1*, Chikalthankar SB2
DOI:10.5281/zenodo.15575896
1* Imran M Quraishi, Research Scholar, Department of Mechanical Engineering, Government College of Engineering, Aurangabad (CSN), Maharashtra, India.
2 Sanjay B Chikalthankar, Associate Professor, Department of Mechanical Engineering, Government College of Engineering, Aurangabad (CSN), Maharashtra, India.
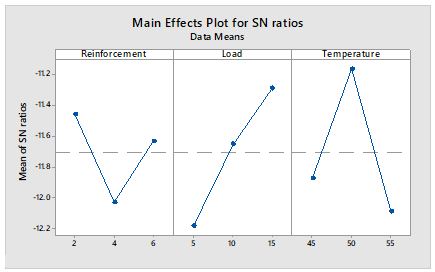
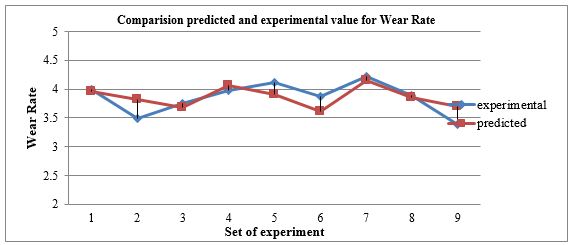
In this study, the weight percentages of various composites are added to epoxy resin coating material with a fixed amount of ceramic particles in order to improve the coating's mechanical and tribological qualities. Prepared were test specimens of pure epoxy resins with varying reinforcement weight percentages (4%, 6%, and 8%). The configuration of a tribometer is used to examine the material's wear properties by conducting various tests on a polymer matrix composite. The results show that adding TiO2 (titanium dioxide) and creamic Al2O3 (aluminum oxide) reinforcement material significantly improves the mechanical and tribological characteristics of the newly developed epoxy paint composite. On a tribometer with variable load and temperature, the wear resistance of a specimen was examined. According to the data, both reinforcements in epoxy resins result in a lower wear rate than pure epoxy. An analysis of variance, also known as an ANOVA, was carried out in order to ascertain the relevance of the operating parameters to the performance qualities that were being taken into account. Further experimentation has been conducted to validate the performance of optimal parameters. Finally, the confirmation test to compare the projected value of the wear rate to the experimental value has been conducted.
Keywords: tribometer, anova, tio2, al2o3, tribological properties
| Corresponding Author | How to Cite this Article | To Browse |
|---|---|---|
| , Research Scholar, Department of Mechanical Engineering, Government College of Engineering, Aurangabad (CSN), Maharashtra, India. Email:  |
Quraishi IM, Chikalthankar SB, Improving Wear Resistance of Epoxy Composites via Ceramic Nanoparticle Reinforcements by using Taguchi Technique. Appl Sci Eng J Adv Res. 2025;4(3):18-25. Available From https://asejar.singhpublication.com/index.php/ojs/article/view/147 |
 |
 ©
©