Experimental and Regression-Based Wear Analysis of MWCNT Reinforced AA7075 Using Box-Behnken Design
Dande K1*, Jawale P2
DOI:10.5281/zenodo.15348294
1* Kiran Dande, M.Tech Student, Department of Mechanical Engineering, Deogiri Institute of Engineering and Management Studies, Chhatrapati Sambhajinagar, Maharashtra, India.
2 Pankaj Jawale, Assistant Professor, Department of Mechanical Engineering, Deogiri Institute of Engineering and Management Studies, Chhatrapati Sambhajinagar, Maharashtra, India.
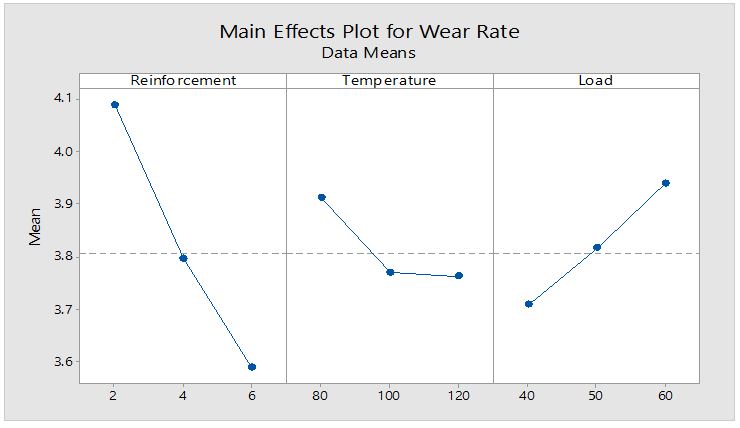
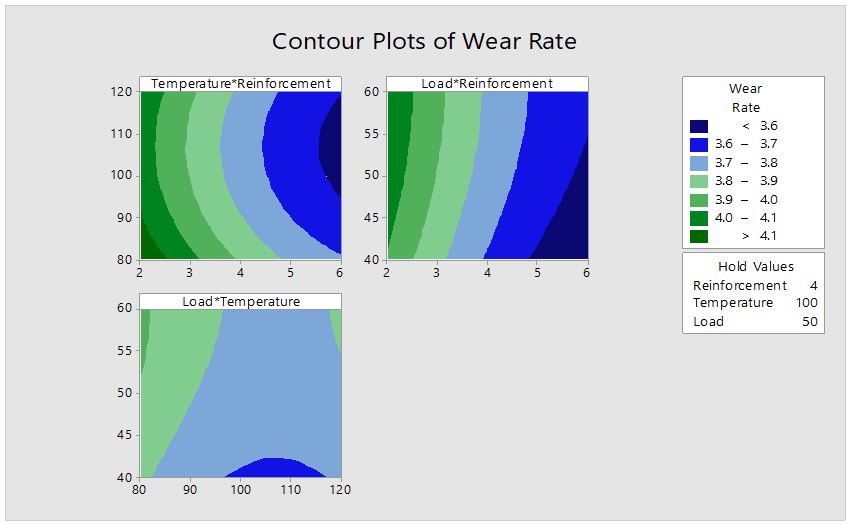
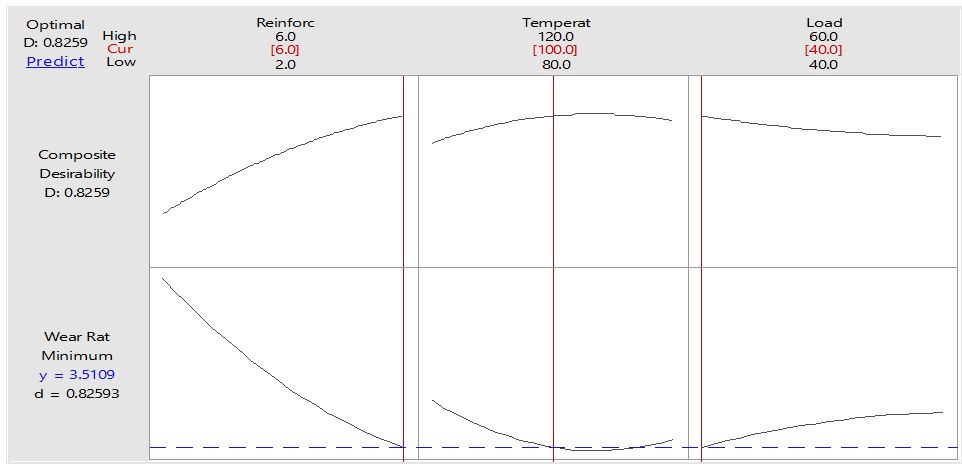
The research analyzes the wear characteristics of MWCNT-reinforced AA7075 metal matrix composites under different combinations of MWCNT volume fraction (2–6 wt%), operating temperature (80–120°C) and applied force (40–60 N). The wear resistance of composites produced by stir-casting fabrication received analysis through ANOVA combined with regression modeling after testing their wear resistance properties. A combination of 6% reinforcement with 100°C temperature under 40 N load proved to be the optimal conditions according to the desirability function approach which led to a wear rate of 3.349 Nm/mm³ and 0.826 in desirability. The studies reveal that reinforcement percentage served as the key variable (p = 0.004) which decreased wear by 25% when using 2% MWCNTs. Performance outcomes were most significantly improved through moderation of temperature conditions at 100°C combined with loading at 40 N. A developed regression model demonstrated the capability to predict wear rates with less than 5% error accuracy following validation through experimental confirmation. The obtained results can directly help engineers build high-wear-resistant composites for industries focused on aerospace and automotive manufacturing.
Keywords: A7075 metal matrix composite, multi-walled carbon nanotubes (MWCNTs), wear rate optimization, response surface methodology, design of experiments (DOE), regression analysis
| Corresponding Author | How to Cite this Article | To Browse |
|---|---|---|
| , M.Tech Student, Department of Mechanical Engineering, Deogiri Institute of Engineering and Management Studies, Chhatrapati Sambhajinagar, Maharashtra, India. Email:  |
Dande K, Jawale P, Experimental and Regression-Based Wear Analysis of MWCNT Reinforced AA7075 Using Box-Behnken Design. Appl Sci Eng J Adv Res. 2025;4(2):45-54. Available From https://asejar.singhpublication.com/index.php/ojs/article/view/140 |
 |
 ©
©